-
+86-373-3315558
ZGJY1979@126.com
+86-373-3315558

2026-06-08
Максимальная эффективность реверсивной молотковой дробилки достигается не за счет увеличения мощности двигателя, а через точную балансировку зазоров между молотками и колосниковой решеткой, а также синхронизацию скорости подачи материала с частотой вращения ротора. В нашей практике мы неоднократно сталкивались с ситуацией, когда предприятие закупало дорогостоящее оборудование, но получало производительность на 40% ниже паспортной. Причина всегда крылась в игнорировании физики процесса дробления: операторы пытались «продавить» материал силой, вместо того чтобы настроить кинематику ударов.
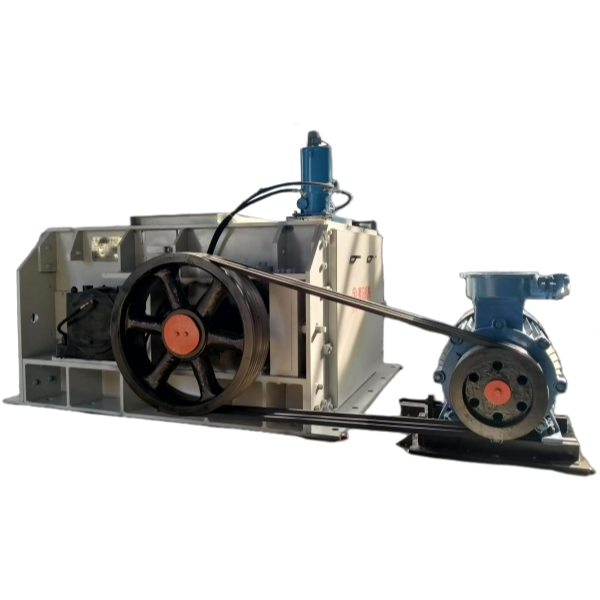
Реверсивные дробилки, такие как серия PCN, обладают уникальным преимуществом — возможностью работы в обоих направлениях вращения ротора. Это удваивает ресурс рабочих органов, но только при условии строгого соблюдения регламентов настройки. Если вы используете дробилку для переработки влажного угля или известняка, малейшее отклонение в угле атаки молотков приводит к налипанию материала и остановке производства. Эта статья основана на реальном опыте инженеров ООО «Синьсян Цзяян Механическое Оборудование», которые провели более 200 пусконаладочных работ на объектах в Китае и СНГ. Мы разберем конкретные шаги, цифры и ошибки, которые стоят денег.
Сердце любой молотковой дробилки — это зона контакта молотка с материалом. Ошибка в расчете зазора здесь фатальна. Слишком большой зазор приводит к тому, что крупные куски породы не дробятся, а просто проскакивают в разгрузочное отверстие, создавая циркулирующую нагрузку. Слишком маленький зазор вызывает быстрый износ колосниковой решетки и перегрев двигателя из-за трения. Для реверсивных дробилок этот параметр критичен вдвойне, так как направление силы удара меняется.
Начните с проверки износа молотков. В реверсивных моделях, таких как PCN, молотки имеют симметричную форму или специальные крепления, позволяющие менять рабочую кромку. Перед каждым сезоном интенсивной работы необходимо измерить остаточную толщину рабочей части. Если износ превышает 30-35% от первоначального размера, эффективность дробления падает непропорционально быстро. Мы фиксировали случаи, когда использование изношенных на 50% молотков увеличивало удельный расход электроэнергии на тонну продукции с 1.2 кВт·ч до 2.8 кВт·ч. Экономия на замене одной детали оборачивалась перерасходом на электроэнергию в течение двух недель.
Зазор между концом молотка (в крайней точке траектории) и внутренней поверхностью колосниковой решетки должен составлять от 15 до 25 мм для вторичного дробления и от 25 до 40 мм для первичного. Этот параметр регулируется не «на глаз», а с помощью шаблонов или щупов при остановленном двигателе. Важно проверить зазор в четырех точках по длине ротора: по краям и в центре. Неравномерность зазора более 3 мм свидетельствует о деформации вала или корпуса, что требует немедленного вмешательства механиков.
Особое внимание уделите углу установки молотков. В реверсивных дробилках они часто устанавливаются на шарнирах. Проверьте свободу их хода. Молоток должен свободно откидываться под действием центробежной силы, но не иметь люфта в оси крепления. Заклинивший молоток превращается в жесткий рычаг, который способен разрушить ротор за считанные минуты. Используйте графитовую смазку для осей, но избегайте густых консистентных смазок, которые могут затвердеть на морозе или забиться угольной пылью.
Практический совет: После первой недели работы новой партии молотков обязательно проведите повторную проверку затяжки болтов крепления. Вибрация в начальный период приработки наиболее высока, и риск самоотвинчивания креплений максимален. Используйте контровочную проволоку или резьбовой герметик высокой фиксации.
Колосниковая решетка определяет гранулометрический состав готового продукта. Однако ее главная функция в реверсивной дробилке — обеспечение стабильного выхода материала. Если вы работаете с влажным сырьем, например, с углем влажностью выше 12%, стандартные решетки быстро забиваются. Material arching (образование сводов) под решеткой — самая частая причина простоев. Инженеры ООО «Синьсян Цзяян Механическое Оборудование» разработали специализированные решения для таких условий, включая решетки с переменным шагом прутков и антифрикционными покрытиями, но даже лучшее оборудование требует правильной настройки.
Ширина щели между прутками решетки должна быть равна желаемому максимальному размеру куска продукции плюс 2-3 мм на компенсацию вибрации. Например, если вам нужен уголь фракции 0-10 мм, устанавливайте решетку с зазором 12 мм. Установка зазора ровно 10 мм приведет к тому, что плоские куски породы будут застревать, создавая пробку. Увеличение зазора сверх необходимого снижает качество продукта и увеличивает нагрузку на последующие стадии сортировки.
Для предотвращения залипания важно обеспечить правильную вентиляцию камеры дробления. Воздушный поток, создаваемый вращением ротора, должен уносить мелкую пыль и влагу. Если воздуховоды забиты или их сечение недостаточно, внутри камеры создается избыточное давление, которое препятствует выходу материала через решетку. Проверьте разрежение в разгрузочной зоне. Оптимальное значение зависит от модели, но обычно составляет от 50 до 150 Па. Отсутствие тяги — верный признак скорого забивания решетки.
В случае работы с липкими материалами рассмотрите возможность установки подогрева решетки или использования виброимпульсных систем очистки. Хотя это увеличивает капитальные затраты, оно окупается за счет сокращения времени на ручную чистку. В нашей практике был кейс на угольном разрезе в провинции Хэнань, где внедрение системы пневмоудара по корпусу дробилки сократило время простоя на чистку с 4 часов в смену до 15 минут.
Регулярно осматривайте прутки решетки на предмет трещин. Усталостные разрушения происходят внезапно. Один сломанный пруток может попасть между молотками и ротором, вызывая катастрофическое разрушение всей дробильной камеры. Замена решетки должна проводиться комплектом, а не отдельными прутками, чтобы сохранить равномерность зазоров по всей площади.
Реверсивная дробилка подвергается двойным динамическим нагрузкам из-за частой смены направления вращения. Каждый реверс — это ударный импульс для подшипниковых узлов и фундамента. Если ротор не сбалансирован, эти импульсы многократно усиливаются, приводя к разрушению подшипников и трещинам в станине. Балансировка — это не разовая процедура при производстве, а часть регулярного технического обслуживания.
Проверяйте уровень вибрации на подшипниковых опорах еженедельно. Используйте виброметр. Допустимый уровень виброскорости для дробилок такого класса обычно не превышает 4.5 мм/с (по стандарту ISO 10816). Если показания превышают 7.1 мм/с, эксплуатацию необходимо немедленно остановить для диагностики. Игнорирование этого параметра сокращает срок службы подшипников с 10 000 часов до 500 часов.
При замене молотков вес каждого нового комплекта должен быть идентичен предыдущему с точностью до 0.5 кг для всего ротора. Более того, молотки должны быть подобраны попарно так, чтобы разница в весе противоположных молотков не превышала 50 грамм. Несоблюдение этого правила создает дисбаланс, который ощущается как сильная дрожь корпуса. Мы видели случаи, когда неквалифицированный персонал устанавливал молотки хаотично, что приводило к разрушению фундаментных болтов за месяц работы.
Обратите внимание на состояние подшипниковых узлов. В реверсивном режиме смазка распределяется иначе, чем при постоянном вращении. Используйте смазки, устойчивые к ударным нагрузкам и высоким температурам (класс NLGI 2 или 3 с добавлением EP-присадок). Интервал смазки должен быть сокращен на 20-30% по сравнению с нереверсивными моделями. Перегрев подшипника выше 80°C сигнализирует о недостатке смазки или ее загрязнении.
Проверьте натяжение ремней привода (если используется ременная передача) или муфты соединения (при прямом приводе). При реверсе ремни испытывают переменные нагрузки. Ослабленный ремень будет проскальзывать в момент пуска и реверса, вызывая резкие скачки тока и нагрев. Натяжение должно обеспечивать прогиб ремня в пределах 10-15 мм при усилии 10 кгс в средней точке межосевого расстояния.
Даже идеально настроенная дробилка будет работать неэффективно, если подача материала неравномерна. «Голодание» дробилки приводит к холостым ударам молотков друг о друга или о решетку, что вызывает их преждевременный износ. Перегрузка, напротив, блокирует ротор и сжигает двигатель. Ключ к эффективности — стабильная загрузка камеры дробления на уровне 80-90% от номинальной мощности двигателя.
Используйте автоматические системы контроля нагрузки двигателя. Амперметр в цепи статора — ваш главный инструмент оператора. Поддерживайте ток нагрузки на уровне 85-90% от номинального. Если ток падает ниже 70%, уменьшите подачу питателя. Если ток приближается к 100%, увеличьте зазор на питателе или проверьте наличие посторонних предметов. Ручное управление питателем недопустимо на современных промышленных линиях, так как реакция человека слишком медленна для компенсации колебаний плотности материала.
Интеграция дробилки с питателем, таким как вибрационный питатель GZM или дисковый питатель, должна быть согласована по производительности. Производительность питателя должна превышать производительность дробилки на 15-20%, чтобы создать буферный запас. Однако фактическая подача должна регулироваться обратной связью от датчика тока дробилки. Такая система позволяет автоматически адаптироваться к изменению твердости поступающей породы.
Размер кусков на входе также критичен. Реверсивные молотковые дробилки PCN предназначены для материала с maxSize, указанным в паспорте (обычно до 300-400 мм). Подача камней размером 500 мм в дробилку, рассчитанную на 300 мм, неизбежно приведет к поломке молотков. Установите грохот перед дробилкой или используйте щековую дробилку PE-PEX в качестве первой стадии дробления, чтобы гарантировать соблюдение входной фракции. Компания ООО «Синьсян Цзяян Механическое Оборудование» предлагает комплексные решения, где щековая дробилка предварительного дробления идеально согласована с молотковой дробилкой второй стадии, что исключает риск перегрузки.
Избегайте попадания металла в камеру дробления. Даже небольшой болт может вызвать искрение и повреждение решетки. Установка магнитных сепараторов над лентой конвейера питания является обязательным требованием безопасности и экономической целесообразности. Стоимость магита несопоставима со стоимостью ремонта ротора после встречи с металлическим ломом.
Чтобы гарантировать максимальную эффективность, следуйте этому алгоритму при каждом запуске после технического обслуживания или длительной остановки. Отступление от любого пункта снижает надежность системы.
Этот процесс занимает около часа, но экономит дни простоя в будущем. Не пропускайте этап холостого пуска — он позволяет выявить проблемы до того, как они приведут к аварии под нагрузкой.
Рекомендуется менять направление вращения каждые 40-60 часов работы или при достижении износа одной стороны молотков на 30%. Частая смена направления (например, каждый час) нецелесообразна, так как вызывает дополнительные динамические нагрузки на электрооборудование и механическую часть. Оптимальный режим определяется мониторингом формы молотков: меняйте направление, когда рабочая кромка теряет свою эффективность.
Да, но с ограничениями. Для угля с влажностью выше 15% стандартная колосниковая решетка не подходит. Необходимо использовать решетки с увеличенным живым сечением, подогрев или специальную конструкцию камеры, предотвращающую налипание. ООО «Синьсян Цзяян Механическое Оборудование» специализируется на таких решениях, предлагая модификации дробилок PCN, адаптированные для влажного и низкосортного угля, что подтверждено успешной работой на многих китайских ТЭС.
Основные причины: износ молотков (увеличивает время нахождения материала в камере), забитая колосниковая решетка (сопротивление выходу материала), перегрузка питателя или попадание посторонних предметов. Также проверьте напряжение в сети: падение напряжения на 10% увеличивает ток на 15-20%. Если все механические параметры в норме, проверьте электрическую часть и коэффициент мощности.
Подшипники подбираются с учетом динамической нагрузки, превышающей статическую в 2-3 раза из-за ударного характера работы. Расчетный срок службы при правильной смазке и балансировке составляет не менее 10 000 часов. Однако в реальных условиях с абразивной пылью этот срок может сократиться до 5 000-7 000 часов, если не обеспечена надежная защита уплотнений. Регулярная замена уплотнений и смазки критически важна.
Настройка реверсивной молотковой дробилки для максимальной эффективности — это не поиск одной «волшебной» регулировки, а поддержание баланса между геометрией рабочих органов, динамикой вращения и режимом подачи материала. Опыт показывает, что предприятия, внедряющие строгий регламент обслуживания и использующие оборудование от проверенных производителей, таких как щековая дробилка и молотковые дробилки от ООО «Синьсян Цзяян Механическое Оборудование», достигают снижения себестоимости тонны продукции на 15-20% за счет экономии энергии и запчастей.
Не забывайте, что каждая шахта или карьер имеет уникальные характеристики сырья. Адаптивное проектирование и модернизация оборудования непосредственно на объекте, которую предлагает наша инженерная команда, позволяют учесть эти особенности. Качество превыше всего, и это подтверждается сертификацией ISO 9001 и более чем 20 патентами на наши конструктивные решения.
Если вы столкнулись с проблемами производительности или планируете модернизацию дробильного участка, не полагайтесь на интуицию. Свяжитесь с нами сегодня для получения технической консультации и расчета оптимальной конфигурации оборудования для ваших задач.